Дипломная работа: Обработка металла давлением
Течение металла в двух взаимно противоположных направлениях свидетельствуют о том, что деформированное состояние металла на различных участках образца различно [67]. На участке, ограниченном диаметрами R и ![]() (
(![]() – нейтральный диаметр), где течение металла направлено от центра к периферии, оно качественно соответствует деформированному состоянию при осадке сплошного образца (рисунок 1.12), а на участке, ограниченном диаметрами
– нейтральный диаметр), где течение металла направлено от центра к периферии, оно качественно соответствует деформированному состоянию при осадке сплошного образца (рисунок 1.12), а на участке, ограниченном диаметрами ![]() и r, где течение металла направлено к центру образца, деформированное состояние сходно с деформированным состоянием при растяжении. На поверхности раздела течения должно соблюдаться граничное условие
и r, где течение металла направлено к центру образца, деформированное состояние сходно с деформированным состоянием при растяжении. На поверхности раздела течения должно соблюдаться граничное условие ![]() [68].
[68].
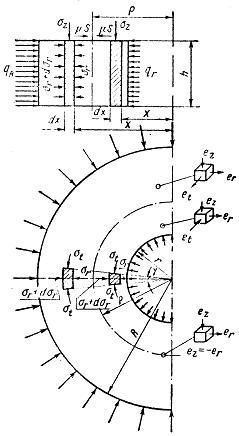
Рисунок 1.12. Схема напряженно-деформированного состояния при осадке кольцевых образцов.
Величина радиуса раздела течения в процессе осадки непрерывно изменяется. При этом изменяется соотношение объемов двух участков, на которые поверхность раздела течения разделяет все тело. Это свидетельствует о демонотонности процесса осадки.
Указанное обстоятельство приводит к тому, что при заданных начальных размерах деформируемого тела не представляется возможным определить его конечные размеры, минуя рассмотрение промежуточных стадий формоизменения.
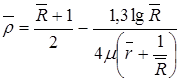
Авторы работ [68,53] отмечают, что для решения рассматриваемой задачи приходится прибегать к разделению процесса на ряд этапов, принимаю, что на каждом достаточно малом этапе поверхность раздела течения сохраняет неизменный радиус. Тогда, определив размера тела в конце предшествующего этапа, можно с помощью формулы (1.1) определить радиус поверхности раздела на последующем этапе формоизменения.
 , 1.1
, 1.1
где ![]() - относительный радиус поверхности раздела течения;
- относительный радиус поверхности раздела течения;
![]() - относительный радиус внутренней контурной поверхности;
- относительный радиус внутренней контурной поверхности;
![]() - относительный радиус внешней контурной поверхности.
- относительный радиус внешней контурной поверхности.
Отсюда следует, что радиус критической поверхности зависит от условий внешнего трения, относительных размеров заготовки и относительной толщины ее стенки.
Переходя, таким образом, последовательно от одного этапа к другому, можно определить конечные размеры деформированного тела. Чем больше дробность заданной суммарной деформации, тем точнее конечные результаты расчета.
В тех случаях, когда ![]() < 1, может иметь место потеря устойчивости заготовки, как схематично показано на рисунке 1.13а. Если
< 1, может иметь место потеря устойчивости заготовки, как схематично показано на рисунке 1.13а. Если ![]() > 1, то потери устойчивости не наблюдается рисунок 1.13б [68].
> 1, то потери устойчивости не наблюдается рисунок 1.13б [68].
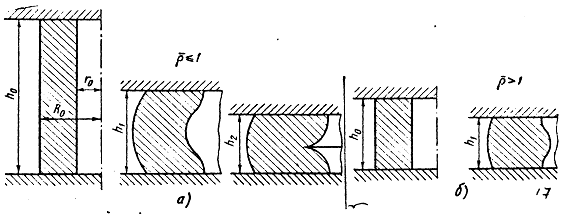
Рисунок 1.13. Схема потери устойчивости кольцевого образца при осадке.
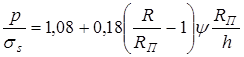
И.Я. Тарновский в работе [53], исследует усилия необходимые для осадки кольцевых заготовок. Это условие автор находит из полной работы деформации заготовок при наличии контактного скольжения.
В результате теоретических исследований Тарновский определил формулу (1.2) для практических расчетов удельного давления
 , 1.2
, 1.2
где Rп – радиус внутренней боковой поверхности заготовки;
R – радиус наружной боковой поверхности заготовки;
![]() - внешнее трение,
- внешнее трение, ![]() ;
;
![]() - предел прочности.
- предел прочности.
По данным формулы (1.2) построена диаграмма рисунок 1.14.
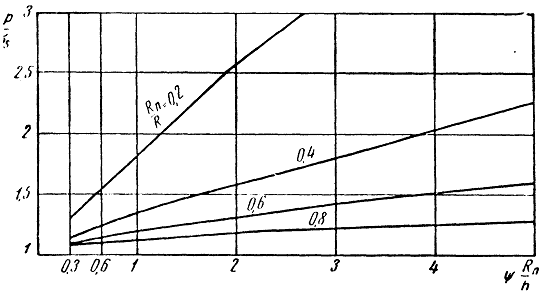
Рисунок 1.14. График для определения удельного давления при осадке пустотелых заготовок.
При заданных R, h и ![]() наибольшее удельное давление потребуется при осадке сплошной цилиндрической заготовки. Это объясняется тем, что при осадке пустотелой заготовки создаются условия для двустороннего радиального течения металла. В результате уменьшаются контактные касательные напряжения и соответственно уменьшается усилие осадки.
наибольшее удельное давление потребуется при осадке сплошной цилиндрической заготовки. Это объясняется тем, что при осадке пустотелой заготовки создаются условия для двустороннего радиального течения металла. В результате уменьшаются контактные касательные напряжения и соответственно уменьшается усилие осадки.
Экспериментальная проверка теоретической формулы (1.2) представлена на рисунке 1.15. Были проведены опыты по осадке свинцовых цилиндрических заготовок. Заготовки имели приблизительно одинаковый начальный наружный диаметр около 70 и высоту около 6 мм . Диаметр полости изменялся от 50 мм и 0. Осадку заготовок производили на гидравлическом прессе между сухими шероховатыми плитами. При этом можно принять ![]() .
.
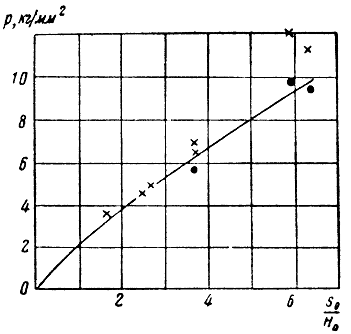
Рисунок 1.15. Удельное давление при осадке полых заготовок: х – опытные данные; ● - расчетные данные.