Дипломная работа: Обработка металла давлением
Известно, что при пластическом сжатии в реальных условиях деформация неоднородна. Поэтому гипотеза плоских сечений, принимаемая при теоретическом анализе неправомерна, а следовательно, неправомерно условие ![]() .
.
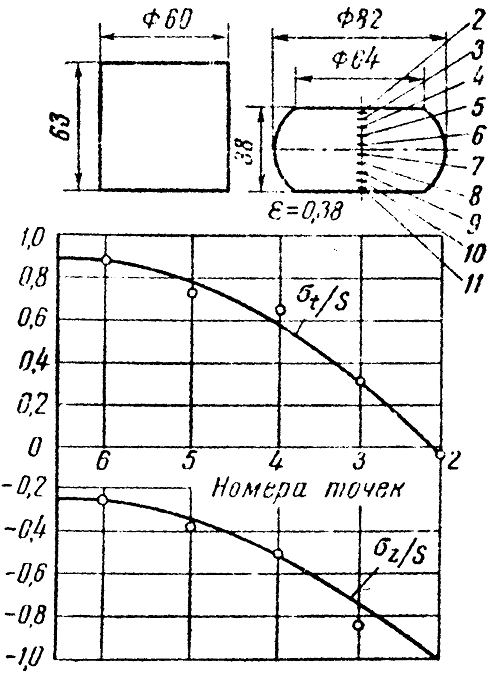
Рисунок 1.6. Напряжения на боковой поверхности цилиндрического образца при осадке плоскими плитами.
Результаты экспериментов, приведенные на рисунке 1.6, показали, что неоднородность деформации при пластическом сжатии цилиндрического тела приводит к тому, что на свободной бочкообразной поверхности тела возникают окружные (тангенсальные) растягивающие напряжения ![]() , которые имеют наибольшую величину посередине высоты деформированного тела. Осевые напряжения
, которые имеют наибольшую величину посередине высоты деформированного тела. Осевые напряжения ![]() на этом участке имеют наименьшее значение.
на этом участке имеют наименьшее значение.
Чем больше неоднородность деформации, тем при прочих равных условиях больше бочкообразность осаженной заготовки, а следовательно, больше и величина тангенсальных растягивающих напряжений, которые возникают на свободных поверхностях тела, и тем вероятнее нарушение сплошности металла.
Средние удельные давления при осадке цилиндрических заготовок представлены в виде диаграммы на рисунке 1.7 по Е.П. Унксову [61].
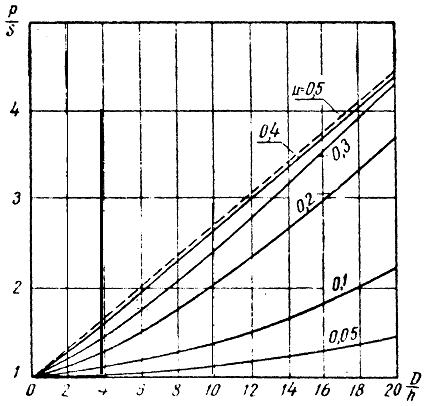
Рисунок 1.7. Удельные давления при осадке цилиндрических заготовок.
Л.А. Шофман в работе [67], отмечает, что если перед осадкой на торцы заготовки наложить тонкие прокладки из пластического металла, то усилие существенно снижается. При больших удельных давлениях применение тонких прокладок оказывается более эффективным, чем нанесение обычно применяемых смазок.
Так, например, опыты, проведенные автором, показали (рисунок 1.8), что применение алюминиевых прокладок толщиной 0,5 мм при осадке образцов из стали 45 (![]() ), снизило удельные давления примерно в два с половиной раза по сравнению с осадкой такого же образца без смазки.
), снизило удельные давления примерно в два с половиной раза по сравнению с осадкой такого же образца без смазки.
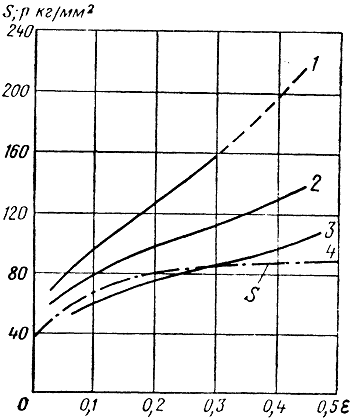
Рисунок 1.8. Удельные давления ![]() и сопротивление деформированию S при холодной осадке цилиндрических заготовок из стали 45:
и сопротивление деформированию S при холодной осадке цилиндрических заготовок из стали 45:
1- без прокладок и без смазки;
2- без прокладок, смазка машинным маслом;
3- с алюминиевыми прокладками;
4- сопротивление металла деформированию.
1.3 Технологические особенности осадки кольцевых заготовок плоскими плитами
При пластическом сжатии заготовок плоскопараллельными плитами условная поверхность раздела течения в силу круговой симметрии имеет форму цилиндра радиуса ![]() (рисунок 1.9)[68].
(рисунок 1.9)[68].
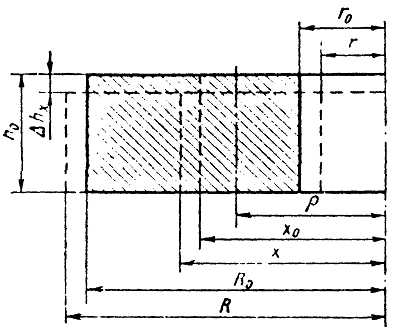
Рисунок 1.9. Схема осадки кольцевой заготовки, где х0 и х - начальный и конечный радиусы произвольно выбранной поверхности.
Из экспериментально-теоритических исследований проведенных И.Я. Тарновским [53] следует, что при эффективной смазке контактных поверхностей форма заготовки не влияет на формоизменение. После обжатия форма заготовки геометрически подобна первоначальной форме. По мере обжатия внешний и внутренний диаметры заготовки увеличиваются независимо от отношения ![]() и толщины стенки S (рисунок 1.10а). Следовательно, при равномерной деформации полость раскрывается.
и толщины стенки S (рисунок 1.10а). Следовательно, при равномерной деформации полость раскрывается.
При осадке без смазки формоизменение металла становится более сложным (рисунок 1.10б), оно изменяется в зависимости от формы заготовки и, прежде всего в зависимости от отношений ![]() и
и ![]() .
.
Осадка тонкостенных заготовок (![]() < 0,5) сопровождается образованием двойной бочки. При очень тонкой стенки (
< 0,5) сопровождается образованием двойной бочки. При очень тонкой стенки (![]() < 0,3) появляется продольный изгиб стенки в сторону наружной поверхности (рисунок 1.11а).
< 0,3) появляется продольный изгиб стенки в сторону наружной поверхности (рисунок 1.11а).
При осадке заготовок с толстой стенкой (![]() > 0,5) происходит образование одинарной бочки как на наружной, так и на внутренней поверхностях заготовки (рисунок 1.11б). При этом по мере обжатия заготовки наружный диаметр ее увеличивается, внутренний диаметр уменьшается и отверстие закрывается.
> 0,5) происходит образование одинарной бочки как на наружной, так и на внутренней поверхностях заготовки (рисунок 1.11б). При этом по мере обжатия заготовки наружный диаметр ее увеличивается, внутренний диаметр уменьшается и отверстие закрывается.
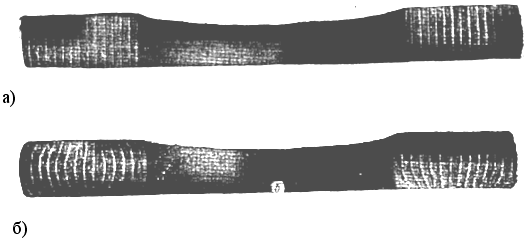
Рисунок 1.10. Фотографии кольцевых заготовок после осадки:
а – со смазкой; б – в условиях сухого трения
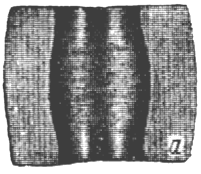
Рисунок 1.11а. Формоизменение кольцевой заготовки при ![]() = 0,3
= 0,3