Курсовая работа: Изготовление детали "Хвостовик"
Расход материала на одну деталь с учётом всех технологических неизбежных потерь определяем по формуле:
Gз.п. =Gз (100+Пп.о. )/100=0,245 (100+5,535)/100=0,258 кг (3.13)
Коэффициент использования материала:
Ки.м. =Gд /Gз.п. =0,099/0,258=0,38 (3.14)
Gд =g×Vд =0,00785×12,55=0,099 кг (3.15)
Vд =pDд1 2 Lд1 /4 + pDд2 2 Lд2 /4=12,55 см2 (3.16)
Стоимость заготовки из проката:
Сз.п. =См ×Gз.п. – (Gз.п. –Gд )×(Сотх /1000), (3.17)
где
См – цена 1 кг материала заготовки, руб.;
Сотх – цена 1 т отходов материала, руб.
См =147×20/1000=2,94 руб./кг
Сотх =33×20/1000=0,66 руб./кг
Сз.п. =2,94×0,258 – (0,258–0,099) ×0,66=0,758–0,159×0,66=0,65 руб.
2) Заготовка изготовлена методом горячей объёмной штамповки на горизонтально-ковочной машине (ГКМ) .
Степень сложности – С1. Точность изготовления поковки – класс I, группа стали – М1.
Припуски на номинальные размеры детали назначают по таблице. Припуски на обработку заготовок, изготавливаемых горячей объёмной штамповкой, зависят от массы, класса точности, группы стали, степени сложности и шероховатости заготовки. На основании принятых припусков на размеры детали определяем расчётные размеры заготовки:
D1 =Dн +2z=10+2×1,5=13 мм (3.18)
D2 =Dн +2z=20+2×1,2=22,4 мм (3.19)
L1 =Lд +2z=20+2,4=22,4 мм (3.20)
L2 =Lд +2z=35+2,4=37,4 мм
Допуски на размеры заготовки:
Ø13![]() ; Ø22,4
; Ø22,4![]() ; 22,4
; 22,4![]() ; 37,4
; 37,4![]()
Разрабатываем эскиз на штампованную заготовку:
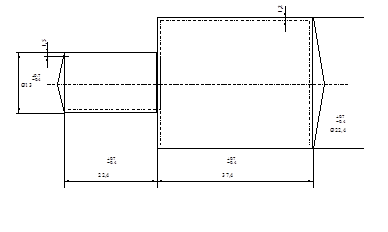
Рис. 3.1
Для определения объёма штампованной заготовки условно разбиваем фигуру заготовки на отдельные простые элементы и проставляем на них размеры с учётом плюсовых допусков:
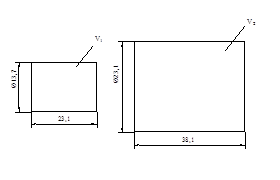
Рис. 3.2