Курсовая работа: Изготовление детали "Хвостовик"
Резец проходной прямой с пластиной из Р18 по ГОСТ 18869–73 j=45°
Штангенциркуль Скоба односторонняя предельная
1
2
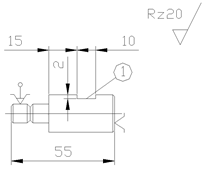
025 Фрезерная
Установить и закрепить заготовку
Фрезеровать поверхность 1
Фреза дисковая пазовая из быстрорежущей стали Р6М5 по ГОСТ 3964–69
Штангенциркуль
1
2
3
040 Шлифовальная
Установить и закрепить заготовку
Шлифовать поверхность 1 в размер Æ10,3-0,043
Шлифовать поверхность 1 в размер Æ10+0,024 +0,015

Шлифовальный круг 24А40ПС25К
по ГОСТ 2424–83
Контрольная индикаторная скоба
Штангенциркуль
Микрометр
Контрольная индикаторная скоба
6. Определение припусков расчётно-аналитическим методом
Исходные данные: деталь «хвостовик», изготовлена из материала: сталь 45 ГОСТ1050–74. В качестве заготовки выбираем горячекатаный прокат обычной плотности ГОСТ 2590–71.
Рассматриваем припуски на наружный диаметр хвостовика Ø20![]() . Определяем квалитет точности заданного размера по таблице [1, с. 192]. В результате находим квалитет 9. Составляем маршрут обработки данной поверхности, руководствуясь таблицей [1, с. 181].
. Определяем квалитет точности заданного размера по таблице [1, с. 192]. В результате находим квалитет 9. Составляем маршрут обработки данной поверхности, руководствуясь таблицей [1, с. 181].
1. Заготовка – пруток обычной точности.
2. Черновое точение, точность 12 квалитет.
3. Чистовое точение, точность 9 квалитет.
Расчёт припусков сводим в таблицу 3.1. Отклонения расположения при установке в центрах определяются по формуле: