Курсовая работа: Изготовление детали "Хвостовик"
V1 =pD1 2 L1 /4=3,14×1,372 ×2,31/4=3,403 см3 (3.21)
V2 =pD2 2 L2 /4=3,14×2,312 ×3,81/4=15,959 см3 (3.22)
Общий объём заготовки:
Vобщ =V1 +V2 =3,403+15,959=19,362 см3 (3.23)
Масса штампованной заготовки:
Gз.ш. =g×Vобщ =0,00785×19,362=0,152 кг (3.24)
Принимая неизбежные технологические потери (угар, облой и т.д.) при горячей объёмной штамповке равными 10%, определяем расход материала на одну деталь:
Gз.п. =Gз.ш. (100+Пш )/100=0,152×(100+10)/100=0,167 кг (3.25)
Коэффициент использования материала на штампованную заготовку:
Ки.м. =Gд /Gз.п. =0,135/0,167=0,81 (3.26)
Стоимость штампованной заготовки:
Сз.ш. =(СМ ×Gз.п. ) – (Gз.п. –Gд )×(Сотх /1000) (3.27)
где
СМ – цена 1 кг материала заготовки, руб.;
Сотх – цена 1 т отходов материала, руб.
СМ =638×20/1000=12,76 руб./кг
Сотх =33×20/1000=0,66 руб./кг
Сз.ш. =12,76×0,167 – (0,167–0,135)×0,66=2,131–0,021=2,11 руб.
Годовая экономия материала от выбранного варианта изготовления заготовки:
Эм =(G’з.п. –G»з.п. )×N=(0,258–0,167)×80000=7280 кг (3.28)
Экономический эффект (выбранного вида) изготовления заготовки:
Э=(Сз.ш. –Сз.п. )×N=(2,11–0,68)×80000=114400 руб. (3.29)
Технико-экономические расчёты показывают, что заготовка, полученная методом горячей объёмной штамповки на горизонтально-ковочной машине, более экономична по использованию материала, чем заготовка из проката, однако по себестоимости штампования заготовка дороже, поэтому принимаем заготовку из горячекатаного круглого проката обычной точности.
5. Технологический процесс изготовления детали «Хвостовик»
Технологический процесс – это часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства. Технологический процесс непосредственно связан с изменением размеров, формы и свойств материала обрабатываемой заготовки, выполняемым в определенной последовательности. Чертеж детали «Хвостовик», которую необходимо получить в результате проведения технологического процесса, представлен на рисунке 3.3, а внешний вид детали – на рисунке 3.4.
Она представляет собой широко распространенную в машиностроении деталь типа ступенчатого вала. Анализ рабочего чертежа детали позволяет сделать следующие заключения:
· основными конструкторскими базами являются ось детали и торец, от которых заданы размеры;
· в массовом и крупносерийном производстве заготовки получают методами штамповки или из круглого проката.
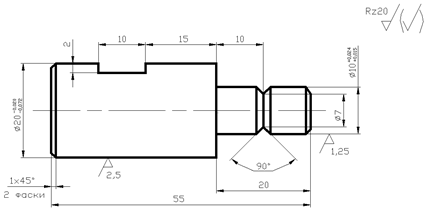
Рис. 3.3.