Курсовая работа: Изготовление детали "Хвостовик"
Рис. 3.4
На основании проведенных ниже расчетов в качестве заготовки выбрана заготовка из горячекатаного круглого проката обычной точности Æ21+0,4 -0,5 .
В настоящее время разработаны типовые технологические процессы механической обработки валов на основе разновидности их в разных типах производства. Используя отдельные элементы операций типового технологического процесса, составляем технологический процесс изготовления детали «Хвостовик».
|
№ перехода | Наименование операции и содержание перехода | Эскиз механической обработки | Режущий и измерительный инструмент | ||||
|
1 2 3 4 5 6 7 |
005 Револьверная Подача прутка до упора Точить поверхность 1 в размер Æ20,5-0,21 на длине 57-0,25 Точить поверхность 2 в размер Æ17,5-0,18 на длине 20+0,21 Точить поверхность 2 в размер Æ15-0,18 на длине 20+0,21 Точить поверхность 2 в размер Æ12,5-0,18 на длине 20+0,21 Точить канавку 3Отрезка в размер 57-0,25 | 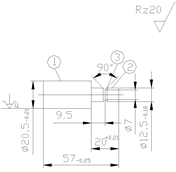 |
Резец 1 проходной прямой с пластиной из Т15К6 по ГОСТ 18869–73 j=45° Резец 2 проходной упорный с пластиной из Т15К6 по ГОСТ 18879–73 j=90° Резец 3 проходной упорный с пластиной из Т15К6 по ГОСТ 18879–73 j=90° Резец 4 проходной упорный с пластиной из Т15К6 по ГОСТ 18879–73 j=90° Резец 5 специальный с пластиной из Т5К10 по ГОСТ 18879–73 j=90° Резец 6 отрезной с пластиной из Т5К10 по ГОСТ 18884–73 ширина 3 ммШтангенциркуль | ||||
|
1 2 3 4 5 К-во Просмотров: 674
Бесплатно скачать Курсовая работа: Изготовление детали "Хвостовик"
| |||||||