Реферат: Практичне використання законів розподілу розмірів для аналізу точності обробки
Приклад
Розрахувати ймовірний відсоток браку за ексцентриситетом R між двома шийками ступінчастого вала, якщо допуск на биття дорівнює 0,08 мм. В результаті безперервних вимірювань перших 25 заготовок партії встановлене середнє квадратичне відхилення ексцентриситету SR = 0,09 мм.
Розв’язання
Розрахункове значення середнього квадратичного відхилення ексцентриситету за формулою (2.6) і табл. 2.1:
σR = γSR = 1,4 ∙ 0,09 = 0,0126 мм.
Фактичне поле розсіювання значень ексцентриситету за формулою дорівнює:
Δp = 5,252σR = 5,252 ∙ 0,0126 = 0,0662 мм.
Допуск на ексцентриситет, що дорівнює половині поля допуску на биття (TR=0,04 мм), значно менший фактичного поля розсіюванняTR < Δp, тому ймовірне виникнення браку.
При xo = TRмм і
і у відповідності з додатком 5 Ф(t)=0,8851, тобто кількість придатних заготовок складає 88,51 % і кількість браку 11,49 %.
Визначення кількості заготовок, що потребують додаткової обробки
З цією ситуацією доводиться зустрічатись, коли на заводі немає обладнання необхідної точності та обробку доводиться виконувати на верстаті менш точному, але, як правило, більш продуктивному, наприклад, замість револьверної обробки виконується робота на токарному автоматі. При цьому з економічних міркувань не допускається отримання браку.
В таких випадках настроювання верстата проводять зі свідомим зміщенням m вершини кривої розподілу по відношенню до середини поля допуску з таким розрахунком, щоб весь брак заготовок, який отримується на даній операції, можна було виправити шляхом додаткової обробки заготовок.
В цьому випадку необхідно при обробці валів вершину кривої розподілу змістити на деяку величину m вправо від середини поля допуску (рис. 6, а), щоб всі вали, що виходять за межі допуску, мали розмір більший за визначений за кресленням і після додаткової операції шліфування могли стати придатними. Аналогічно цьому отвори, що виходять за межі допуску, повинні мати діаметр менший за мінімальний, для чого при настроюванні верстата криву розподілу розмірів отвору потрібно змістити на величину mвліво по відношенню до середини поля допуску (рис. 6, б).
Величина зміщення визначається за формулою:
![]() .
.
Щоб повністю виключити можливість появи невиправного браку, розмір зміщення m вершини кривої розподілу збільшують на величину похибки Δн настроювання. При цьому однак загальна кількість заготовок, що потребують додаткової обробки, помітно зростає.
Кількість заготовок, що потребують доробки (на рис. 6 заштрихована площа), визначають аналогічно попередньому за значеннями xв (для валів) і xА (для отворів). Згідно з рис. 6:
хА = хв = Т – 3σ – Δн. (27)
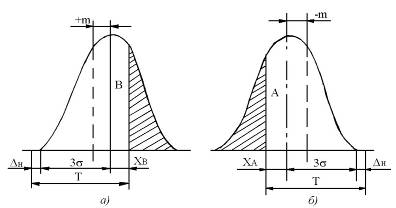
Рис. Налагодження верстату для обробки валів (а) та отворів (б) з виправним браком
За величиною хА(хв) і формулою (10) знаходять tA(tB) і за таблицею додатку В розраховують відповідні значення Ф(tA) або Ф(tB), що визначають розміри площ А і В.
Кількість заготовок Qдод у відсотках, що потребують доробки, визначається за формулою:
Qдод = [0,5 – Ф(t)] ∙ 100 %.
Приклад
Визначити кількість заготовок, що потребують додаткової обробки при Т = 0,1 мм, σ = 0,025 мм, Δн =0,02 мм.
Розв’язання
За формулою (27):